
- > ��������ѹ����
- > ���ݶ�Ƶ����ѹ����
- > ����������Ƶѹ����
- > �����䶳�������
- > �����ݸ���ˮ�������
- > ���������յ������


��С���弶CNGѹ�����ṹ��ʽ
ʱ��:2016-01-12 16:51��Դ: ѹ������־����:HITACHI���: ��
1.������Ե�ζ��� �������еı�Ե�������ɢ�����������������ɱ���Ĵ����ž�����Ȼ����ѹ���ͣ������ڽӽ���ѹ����ʵ״����ֻ������ѹ�ͳ��ֵ�ʱ���������ͬ���ѡ� ����֮���Ĵ�أ�ú�����Ŀ�����Ӧ���������ڳ��죬�ѽ����ƹ��ڣ�ҳ������
1.������Ե�ζ���
�����������еı�Ե�������ɢ�����������������ɱ���Ĵ����ž�����Ȼ����ѹ���ͣ������ڽӽ���ѹ����ʵ״����ֻ������ѹ�ͳ��ֵ�ʱ���������ͬ���ѡ�
��������֮���Ĵ�أ�ú�����Ŀ�����Ӧ���������ڳ��죬�ѽ����ƹ��ڣ�ҳ�����Ŀ�����ҵ��ʵ��ͻ�ƣ����۸������������Ĺ�ģ�����飬������δ����
������Ϊ���Ϲ��Ե���Ŀ�ij��������Ƽ��飬ͬʱ����Ȼ����������վ֮�٣���������16��ǰ������ʡ��ɽ��ʵʩ���������ڵ�λ��ʯ�����̲������������С�
����ǰ�����֣���һ���ǹ������Ȼ����������������Լ���ռѹ���Էݶ��Ȼ�������������У�����֮�ݻ��Ƚ�Լ50%���ھ�ȥ��������̼���պ��������������У�����֮Ũ���Ѻ�Ȼ��ռ��ͷ��
�����������Ȼ�����ڲ�ͬ�Ŀ����λ�ͬ�Ĺ������Σ��������ż�����ѹ�ͣ������ӽ��ڳ�ѹ���������ֱ��Ӧ�õľ������ҹ�ҵ���ľ߹�ģ����Ȼ��������Ҳ���Ž���ͽ���ѹ������Ȼ����������վ֮һ���̶ȵ���ʵ����
�������������弶ѹ��CNGѹ���������������е���С���ߣ������Ѿ���������ʷ��̨��������������Ҳ��Ϊ�ɹۡ�
����2.�弶CNGѹ�����Ľṹ��ʽ
����2.1ѹ�����Ľṹ��ʽ
������������ʽѹ�����Ľṹ��ʽ�����������������ߵIJ���״����ȷ���������ģ�������ʽ��V�͡�W�͡���ʽ�Գ�ƽ���͵ȵȡ�
����ʱ�����գ��ҹ���ҵ����ʿ�ڿ�ͷ�����������ļ��������У����Լ�����ĸ������ѹ�����Ľṹ��ʽ����Z——��ʽ��D——2�жԳ�ƽ���ͣ�M——4�м����ϵĶԳ�ƽ���ͣ�S——���ͣ�V——V�ͣ�W——W�ͣ��ȵȡ�����֪����Щ��ĸ�ķ��������ǰ�Ӣ����ĸ������Ӧ������ƴ����ĸ����������������������ҹ���е��ҵ���еġ�ѹ�����ͺű��Ʒ��������ñ���ԭʼ�汾���˱���������1962����ƣ������ձ����ܵ�����Ҫ����Ժ���ƴ����ĸΪ������һԭ��
����2.2��Ȼ����������վ��CNGѹ����
��������ϰ�ߣ����Ƕ��Ѳ�ͬ����ѹ����������ѹ����Ϊ25MPa����Ȼ����ѹѹ������ͳһ���ΪCNGѹ������
�������Զ�����CNGѹ��������Ȼ����������վ����Ϊ�ؼ��Ķ��豸���乤��ѹ��ֵ�Ǿ�����ʵ�����ۺ��Ż�ȷ���ġ����ۺ������˹���������ȫ���������豸������CNGѹ��������ѹ���������徻���豸�����ҵ���ŵȵȣ��ڲ�ͬ����ѹ��ʱ������ɱ������е�ѡ�ά���������á����������豸֮��İ�ȫ������������վ��ռ���������������Ȼ��������������Ⱥ���Ҫ�أ�����ѡȷ�������ġ�
��������CNGѹ��������ѹ��25MPa����֮��ʮ������ʮ�������������Ȼ����������վ����ʱ�ڵ�15MPa����ֵ����Ծ����ȴ��δ����һ������32MPa��
������Ȼ�����ڽ�ͨ���䰲ȫ���ơ���ˮ�ݻ���ѹ��ƿ����ѹ������Լ���أ�ĸվ��CNGѹ�����Ĺ���ѹ����Ŀǰ���Ե���25MPa���ͳ���վ����վ��CNGѹ��������ѹ����Ϊ25MPa���в�ͬ��
����2.3�弶CNGѹ����
����2.3.1 ѹ����ʵʩ�༶ѹ���ĸ���ԭί
����ѹ����ʵʩ�༶ѹ�����Ʊ���ɽṹ���ӻ�������������/������������ͬ���������ͼ��丽���豸������ˮ��·Ҳ���临���ˡ��Ӷ�����ɱ�������ά������Ҳ�������Ѷȡ�
����Ȼ����ѹ�����Ķ༶�����������������ȴ���DZ���ġ��������ԭί�������������ѹ����ʵ�ʹ������ģ����Ṧ�ʣ�����С��������ʹ���е�ʵ�ʻ���������Ϊ�����������������ܣ����������¶ȣ����Ƹ��������¶��ڸ���ѹ�����ʵİ�ȫ������ֵ���£���Ҳ���������������Խ�����أ���
����2.3.2�弶CNGѹ�����ij����DZ�Ȼ��
��������Ȼ����������վ�Ľ�վ�ܵ�ѹ���ܵͣ������ӽ��ڳ�ѹʱ���弶CNGѹ�����ij�����������֮�У��DZ�Ȼ�ġ�
��������ԭ���ж���һ����Ȼ����ȫ���µ���ֵ����ֵΪ180�棬������Խ������CNGѹ�����������ձ���õĹ��������ܷ�Ԫ��——���������������ϻ��IJ��ʣ����ڷ�ֹ�����������涨��������ֵ�����£���Щ�����Բ�ͬ�䷽�������ķ���ϩ��PTFE��Ϊ���������ܷ�Ԫ���ṩ�̸�֪�ĸ��������¶���ֵ�Խ�180������ɡ�
����2.3.3 �弶CNGѹ�����ṹ��ʽ֮�Ƚ�
����ѹ�����ṹ��ʽ���ӵıȽϣ�����������Զ��Ǿ��Եġ�
����a.�Գ�ƽ����
������������ʼ��ԭ������һͨ�û�е���Ƴ���DF-1.5/3-250��CNGѹ�������й�ʯ�ͻ������Ź�˾ԭ�����������з��ɹ�2D4-3/3-250��CNGѹ�������Է��䡢4����D�ͣ�������֮������ѹ�����ɷ�����˾�з�����������DW-3/2.5-250-X��CNGѹ������ˮ�䡢4����D�ͣ��������ͺŽ�Ϊ���CNGѹ���������ص�ʵʩ��ȫ����ƣ��Ӷ��������������ϻ���“����”���ɵ�CNGѹ�������ҽԻ������Ĺ�����ƽ��ʵ����
�����ú��Ĵ���ѹ�����������ι�˾���Ĵ�����ѹ������������˾����з��ɹ�ˮ�䡢4�жԳ�ƽ���ͣ�M�ͣ���ĸվ��CNGѹ��������ѹ����������4�������¡�
�����Գ�ƽ����ѹ����������ߣ���ϲһ������һֻ����������ģʽ�������ڴ���ʱ�������——���ŵ�������
��������弶ѹ���Ĺ�����D�ͻ��������У�����������Ȼ�ܲ����㣻M�ͻ���Ȼ���ڲ��ã�������ɱ��ߣ�ֻ���ʺϽϴ��������ϴ��������Ĺ����������伶�����еķֲ������ɽ϶࣬��һ����֮��������Ϊ1��2���������һ�����������ﵽ3�������
����b.W��
����CNGѹ����Ϊ�����������ã�һ�㶼������ʮ��ͷ���������ܷ����Ľṹ���������е�W��ѹ������ϵָ���أ������գ�����ʮ��ͷ�ߡ�˫�أ�˫���գ�W��ѹ�����ṹ̫�����ӣ���6�����ϡ�6ֻ���ˡ�6ֻʮ��ͷ������/���ײ�����6�飬�����л�����������Ҳ���ִ���������֮�м���С������������ĸ�����ײ���“����”������ɱ��ϸߡ����ܼ۸�Ƚϵ͡���תĦ����������Ħ�������ࡢ������Ե�ܳ��ȹ����ȱˣ��ʶ���ȫ��Χ��ȷ�����������Ľṹ��ʽ������δ�ܽ��뱾���⡣
����������֪�������ȡ��������������⣬�Ǻ���������ʽѹ�������������ģ������乤��ԭ���ı����������ġ������������ģ������ǡ����ʵʩ����������������������ǽ��ܵı����淶���ķ�Χ֮�ڡ�
����W��ѹ�����������Ļ�е���ܱ����Ƶ�ʲô�̶ȣ������Ҷ��Ƿ�һ�����ڶԳ�ƽ����ѹ�����أ�
����������ѹ����������ҵ������������������������ʵ�����۱��֤���ˣ��;�����ѧԭ�������ܹ���ȡ������ƽ��������ѹ�����ṹ��ʽ��Ʃ��Գ�ƽ���ͣ�������ʵ�����ı�Ҫ�����������dz���������ṹ��ʽȷ��֮������ϸ�ڡ�������졢�������ƣ��ر���������������ֵ�ľ������ؽ�Ҫ��
�����Ӿ�����ѧԭ��������W��ѹ�������ܴP�Ĺ��������ƽ��״̬���������أ�
����������ѧ����ʾ�����������н�Ϊ60°��W��ѹ������������������˶�������ȣ��������������������ϵ�ƽ����֮�ռ��㹻ʱ��������ƽ����֮����ƣ���ѹ������һ����������������ת�������������Գ���ƽ�⡣�����������ȡ������ƣ��д���ֵ����Ķ����߽�������������
������ô����������͵�W��ѹ����������ҵ֮ʵ�����������ƽ��״���������أ�
������ŷij��ҵ��֮�����ͺŵ�PET��ƿ��W��������������ѹ������ϵˮ��ȴ ��3��ѹ��������ѹ��4MPa�������ɵ��ɼ�����֧�š�“������ת”ʱ֮��ϵ�л��飬�����ԣ�����������ͣ��ʱ����������“���ղ���”������Ϳ�����IJ�״���������ԡ�
�������������أ������ж������������Υ��������ѧ��äĿ���Сѹ�������γߴ硢������װѹ������ռ�������W������������ģ����V�������俿£�Ŀ����
���������֮���������нDz��Ǿ����60°����Ϊ45°�����濴��ѹ���������γߴ�����С��ȴ���»������֮������ϵò���ʧҲ���������3��ʮ��ͷ�������ֶ��Ƕ������������������ֻ45°���������������ڶ���˨������̽����������缶�Ķ������š����Զ����������������Ρ�������ˣ���������������ۡ�
�����������ŷ��W��ѹ�����γ��������յģ���2007����ҹ����ж�����ơ�ӵ����������֪ʶ��Ȩ�������ͺ�W��ѹ����������ŷ����ͬ������Ҳ�����������Ŀ���/��Ȼ��ѹ�������ʶ���������������֮��Ҳ�����м��Ͳ���Ӷ��γ�“���г�”�������������֮���������������������ײࡣ�ڽṹ�ɱ��Լ�ǿ��ǰ���£��������ı��ֿ�ν������������װ��������������ѹ�壬�������ڵ�ƽ��ʱ���������˶�ȴ�����Ѽ�������е�ⶨ������ͬ���ʱ�ISO/DIN)�ⶨ���������Ҷ�18mm/s���������ڶ����Գ�ƽ����ѹ����ʵ����
����c.W���弶CNGѹ����֮�������еķֲ�
����a���µ���LMF��˾֮���䷽��
������Ϊȫ��CNGѹ����������������֮һ��LMF��˾W���弶CNGѹ����֮�������еķֲ����䷽��ʾ��ͼ1�������ף���
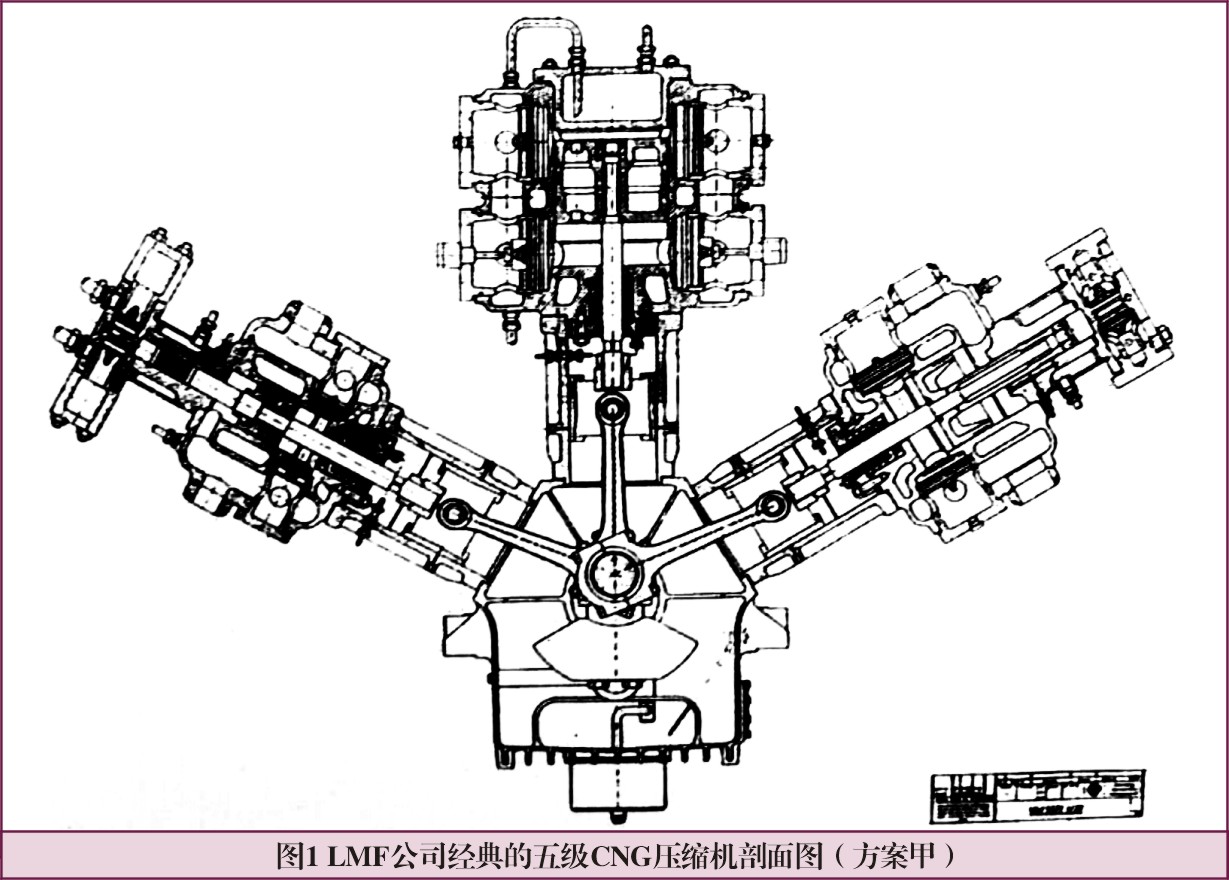
�����û�ϵˮ�䣬�������ã�������Ϊ˫���ã��Ҳ���Ϊ��-ƽ-�����У���������Ϊ�����ף��Dz�Ϊ�������ף�ƽ�����ͨ����ѹ���������Ϊ��-ƽ-�����У�Ҳ����������Ϊ�����ף��Dz�Ϊ�������ף�ƽ�����ͨ����ѹ����
�����û�3�������е�����ܷ�ѹ���Ǣ�����ѹ����������ѹ���룬��������Ȼ�������������������У�ѹ���ϸߵ�������ƽ��μ��ѹ����Ҳ��̫��©��ƽ��ε���й©����������̫�࣬ƽ�������������Ҳ����̫�ߣ��ϵ�ѹ�����Ľ����¶Ȳ����������������·����˳�����������Ľ�������������ȴ������������������������Ҳ���㡣�������������������ã����˴�ͳ��������——���ͱñ��͵�ѹ���;��������Ϳ�������˴�Сͷ��ʮ��ͷ��3��ʮ��ͷ�������������ѹ����ע��ף�ǿ���˶�ʮ��ͷ��Բ���뻬���ڿ���
�������ڸû��������估����������Ϯ�˶�ʮ������ʮ����ݻ�����9m3/min������ѹ��0.7MPa���ƶ�ʽ����ѹ�������ϼ����ʶ������в���֮����������������֮��ѹֵ�ϸߡ���������Խϲ
����b�����ڴ�����������ĵͱ�ѹֵ
�����ִ���������ʽѹ�����dz�ע�ؽ��ʹ�����������ı�ѹֵ���俰�Ƶ��͵�ʮ��ͷ������ʾ��ͼ2��ͼ4��
���� �������������ѹֵ�ͣ���������˵����������ؽ��ӻ�����/��תĦ����֮ĥ�𣬲���������ѹ����ά�����ò��ӳ��������������ڻ�����/����ֱ���˶��ľ����ӳ��´�������/�����������Լѣ�ѹ�����ݻ������ı��������á�
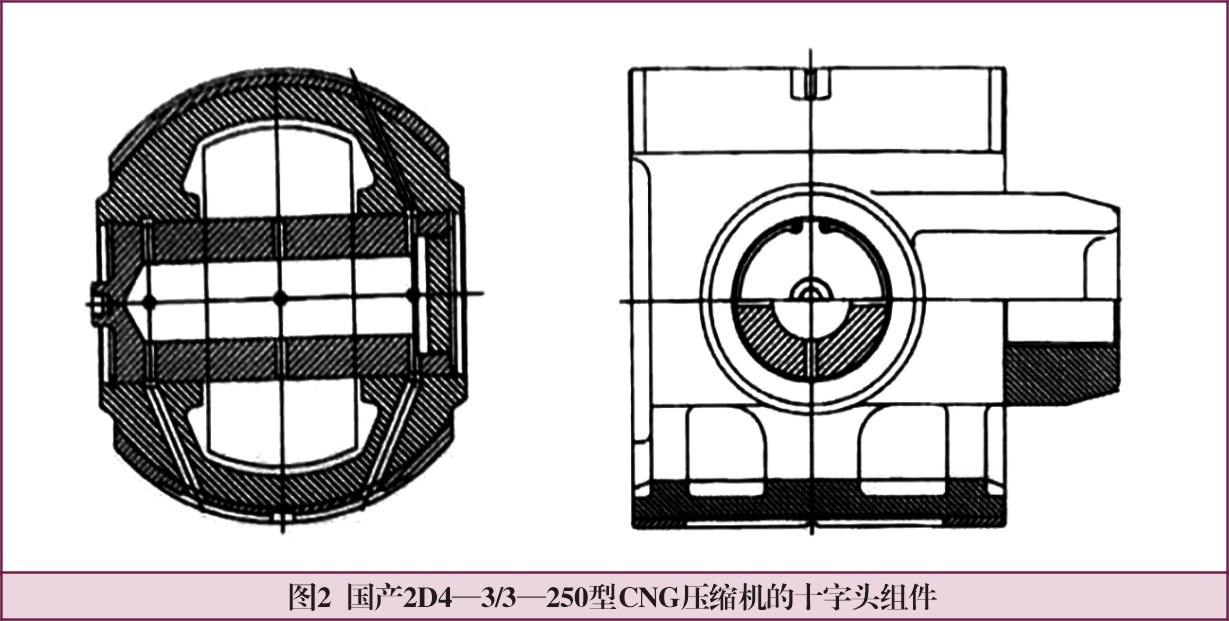 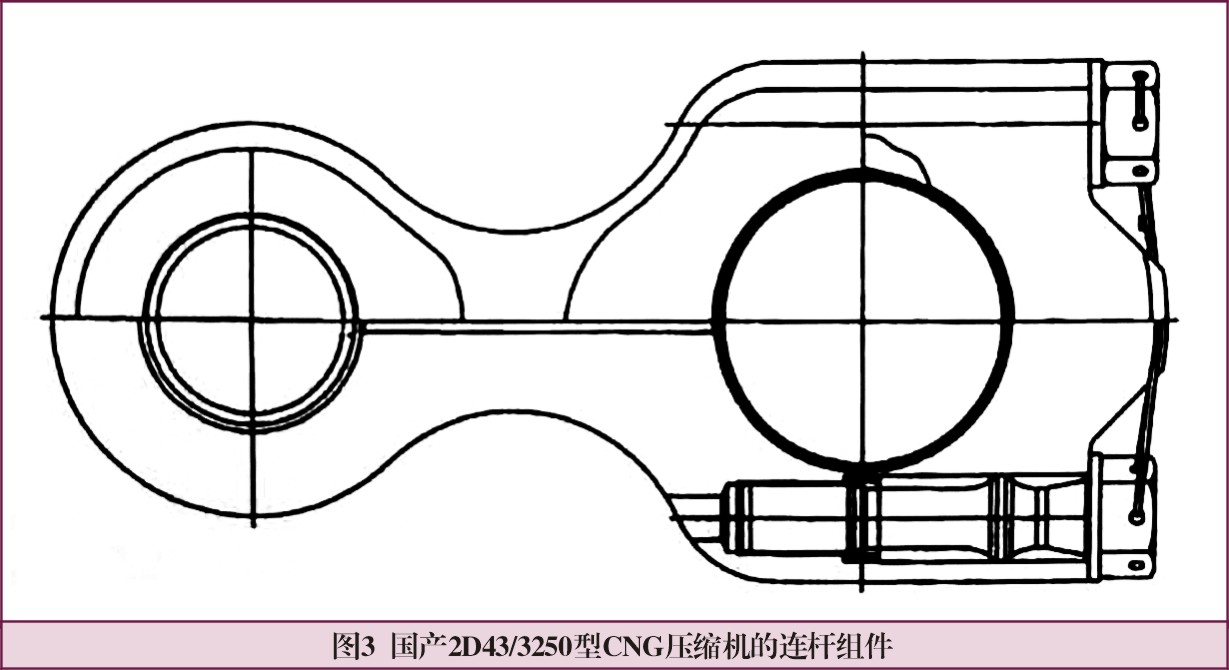
���� ͼ2��ͼ3��ϵ2D4—3/3—250��CNGѹ�������ˡ�ʮ��ͷ�������������ѹֵ����Ѱ���ĵͣ�����ʵ������������������ѹ����ʵ��ͬ��λ��ѹֵ֮�Ƚ����1 ��
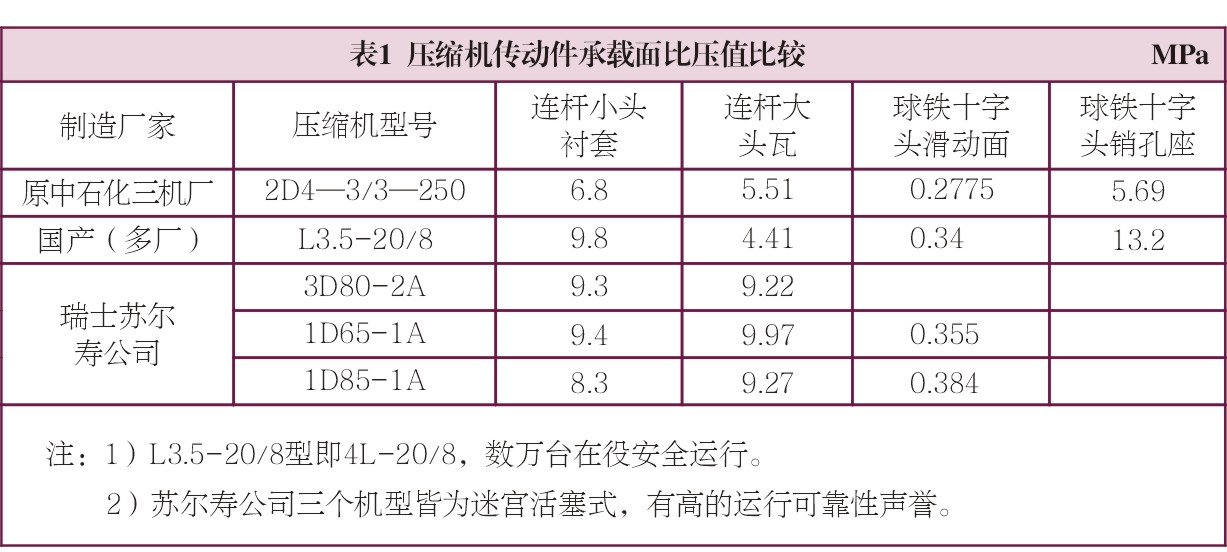
����ԭ����������֮2D4CNGѹ�������ڱ����ͳ����й�ʯ�ͻ������Ź�˾�Ƽ��������Ƚ�����Ȥ���ǣ��û����ƻ�����40kN��������42kN���е�����������38kN��ϵ2�жԳ�ƽ���ͣ�������ͼ4��ʾ���˵ı���ѹ��������֮2/4�жԳ�ƽ����CNGѹ�������乫�ƻ�����45kN�����߿ɱ�����ǿ��

����2D4�뱱����֮��Ƽ���·�����졣ǰ��֮���ᡢ���ˡ�ʮ��ͷ��ѡ�ģ��Ǽ۵͡����칤�ռ�㣬��Ҳ��������ʯ��ѧ���API 618��ʯ�͡����������幤ҵ������ѹ������֮Ҫ�����ᡢ���˽�Ϊ45�֣�ʮ��ͷΪ��ī��������������ȡ����ߴ�С�����۸ߵĺϽ�ֲ�·�ߣ�2D4֮�����г�S=105mm��ת��n=990r/min������ƽ���ٶ�Cm=3.465m/s��ʵ��38CrMoAlA������ֱ��40mm�����ᾱ/������ֱ��110mm������ؼ�Բ�ǰ뾶r=8mm��Ӧ������ϵ�������ʮ��ͷ�⾶240mm��ʮ��ͷ��ֱ��80mm�����˳��ȣ����˴�Сͷ�����ľࣩL=270mm�����˱ȣ������뾶�����˳���֮�ȣ�λ=0.19444=1/5.143��Բ��������֮������Сֱ��60mm�������֮�м��165mm����Щ�������ݳ�ֱ�����2D4�Ĵ������������������ѹֵ�ͣ����Ҹ��Ժ�ǿ���������ȷʵ�Ƚ���2D4�������˽ṹ������գ������2�н�Ϊ������γ�4��ѹ��ʱ�������ܳ��Ƚ���2639mm���ǹ���ͬ���CNGѹ�����е���С���ߡ����ڽṹ���գ�������ʱ���˴�ͷ�ᴥ��ԲͲ�ε�ʮ��ͷ������������“����”���ʶ�ʮ��ͷ�������ò�������ֱ��λ������һ�飬����Ӱ���������ع��ܡ��ڹ���CNGѹ�����У��ڹ�����С������������������ʽѹ�����У�2D4����������ô������������������Ƚ������ġ�
������������֮CNGѹ�������Գ�ƽ���ͣ�2�л�4�У����ˡ�ʮ��ͷͨ�ã�������ͨ�á����ƻ�����45kN�������г�76.2mm��3������ת��1450r/min������ƽ���ٶ�3.683m/s��������ֱ��76.2mm��3���������ᾱֱ��82.55mm��
 �����������߿���50.8mm��2���������˴�ͷ�߿���42.86mm�� �����������߿���50.8mm��2���������˴�ͷ�߿���42.86mm�� ����������Сͷ������50.8mm��2���������˳���209.55mm�� ����������Сͷ������50.8mm��2���������˳���209.55mm��  ����,ʮ��ͷ�⾶146.05mm�� ����,ʮ��ͷ�⾶146.05mm�� ����������117.475mm�� ����������117.475mm�� ����������ʮ����ֱ��63.5mm�� ����������ʮ����ֱ��63.5mm�� ����������105.568mm�� ����������105.568mm��  ����������ʮ��ͷ�ϵ�ʮ��ͷ�����ף�2ֻ��������25.4mm��1������������ֱ��28.575mm�� ����������ʮ��ͷ�ϵ�ʮ��ͷ�����ף�2ֻ��������25.4mm��1������������ֱ��28.575mm��  ������4ֻ������˨ֱ��12.7mm�� ������4ֻ������˨ֱ��12.7mm��  ���������˱�λ=0.181818= ���������˱�λ=0.181818=  �� ��
����c������ӿ�ֵļ�������
����������������ʽѹ�������ر���CNGѹ��������ʮ�������仯�������ʢ���Լ�����С��������С���ʷ����ڣ�W�����ֽṹ��ʽӦ�����弶ѹ��ʱ֮�����������ԣ�����ӿ��֮�������еķֲ��·�������ν��ʷ׳ʡ��»������������������Ծ�����ڼ������еķֲ�����������LMFʽ�����֮�⣬�·���Ҳ������ɫ��
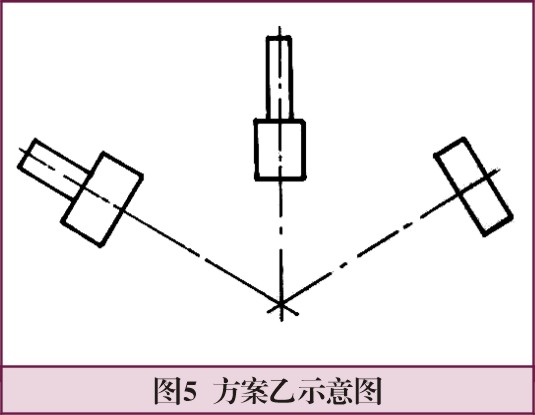
������������ֽ��·�������ȶ���֣�
������һ����ͼ5�������ң���ʾ���Ҳ���ΪI����I������˫���ã�����Ϊ��—ƽ—V�У����Ϊ�����ף��Dz�ΪV�����ף�ƽ�����ͨ����ѹ���������Ϊ��—ƽ—���У����Ϊ�����ף��Dz�Ϊ�������ף�ƽ�����ͨ����ѹ�������м�����н�Ϊ������������нϸ�ѹ����������ƽ��ε���й©��������ƽ��ε������������ϵ�ѹ�����Ľ����¶����������ߡ�
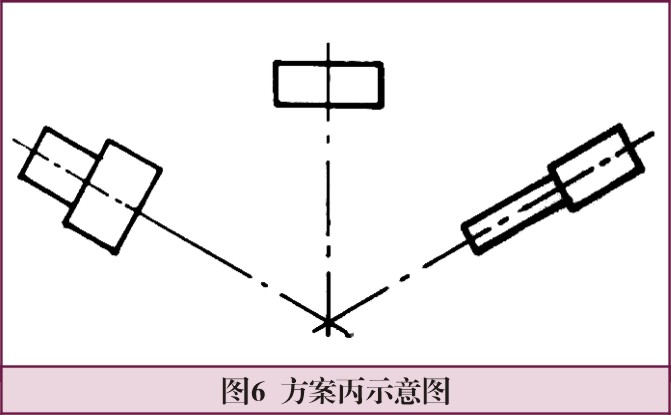
�����������ͼ6������������ʾ������Ϊ���У�������˫���ã������Ϊ�������—ƽ—���У��Ҳ���Ϊ�������/���������������������ܷ�ѹ���ߴ�25MPa��
������������ͼ7������������ʾ�������߲��ķ����������У���������������Ϊ˫���ã��ʶ���������������������м��Ͳ���Ҳ�Ϊ�������—ƽ—���У����������Dz������������ƽ�����ͨ����ѹ����������������֮����ȻҲ�����м��Ͳ������Ϊ�������/���������������������ܷ�ѹ��25 MPa��ʵʩ����
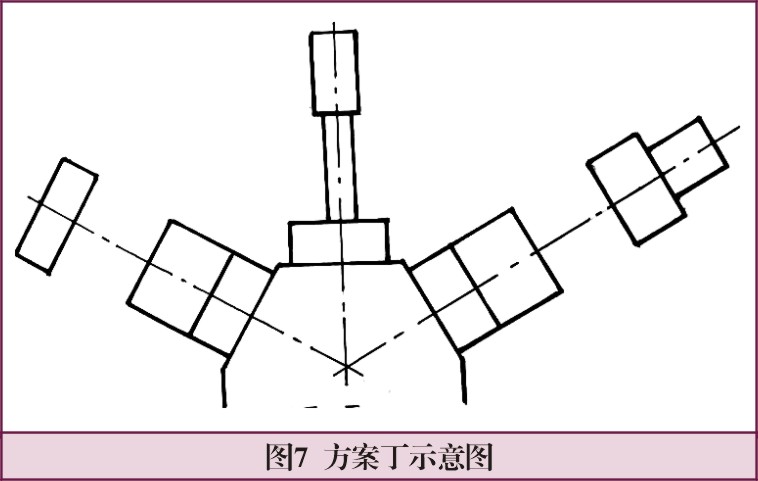
����ͼ7��ʾ����������ʵ�ֵڢ���������ѹ��ˮ����ˮװ�õ����γߴ�������Զ�ϵ�ѹ��ˮΪС���ᣬ����ɱ��ֵ��ڸ�ѹ��ˮ��������Ȼ���������ͣ���ˮЧ��Ҳ�ã���������������֮������ֱ���ܹ���ȫ��ȣ�����ܷ�ѹ���ĵڢ������ϡ������������ڸ������ùʻ���ѹ����������ܷ�Ч������б�ã��ڢ���������������������������������ʹ�õڢ�������������Զ������������������С�˸�ѹ�ͷ��롢������֮���ɣ����������Ʒ��ѹ��Ȼ����Ʒ�ʣ����ڳ�����Ȼ������������������
�����������У��ڢ�����ѹ����ڢ�������ѹ�����νӵ㣬��4.0MPaΪ��ѡ���ˣ�������ڿ��Ƶڢ������ڢ���ʵ�ʵ�ѹ���Ƚ�Ϊ2.4��2.8������ʹ�ö����������¶Ƚϵͣ���ʹ��Ϊ�����¶����ߣ������¶�Ҳ�ܸߣ������ڷ��������ȴ��������ɢ�ȣ���ʹ�â��������¶ȸߴ�45��ʱ���������������¶�Ҳ����113�桢125�����£���Ҳ����ѹ����Ʒ�ֵ��������ɶ������������й��ɵĢ���ѹ�������������������Ȼ����Ʒ������ѹ��ƿ��״̬������Ҳ������PET��ƿ4MPa����ѹ������Դ��
����3.��С���弶CNGѹ�����ṹ��ʽ��W��Ϊ��
��������ǰ�����ѷ��֣���С���弶W��CNGѹ��������������ؿ��Ƹ��������¶Ȳ��ﵽ��������ij̶ȣ�Ҳ��Բ���ؿ��ƻ�е������ƽ��һ����������������ת�����������ھ�����ѧ�����������ܴﵽ�����״̬����ʹ��·˳�������鹹�ɲ��÷��㡢��࣬��װ����߶Ƚ��գ�������ɱ��ϵͣ��������ܼ۸�����㡣
�����弶W��CNGѹ����֮�������еķֲ������ס���������ֻ�����������������ȼ��Ĵ�������������ʵ����С�ͼ��𣬼������൱�ڹ���37kW��250kW����Ҫ��
������ͬ���Ƕ�ʽ�������ṹ��ʽѹ�����Ƚϣ�W�ͱȽ�Ϊ���е�V�ͼ�L�Ͷ���һ�У�ȴ�ֱ�����ѹ������һ�л����У������˼ȷ����ʵ���弶ѹ�������ṹ�ֲ����ָ��ӣ���۽ϵͣ������������յ��ۺ����ơ�
�������ԣ�������֮����ʮ���������С���弶CNGѹ�����Ľṹ��ʽ����W��Ϊ�ѡ�
����4.��ظ߶ȹ�עW��ѹ���������������
����������Ĺ��ܣ�����ֻ�ǰ�ѹ�����Ĵ���������ѹ���ݻ�������װ������ô��
�������ɣ����������Ҫ���ã��ǰ�ѹ�����Ĵ���������ѹ���ݻ���������ѧ�������л�����װ��һ�壬������ѹ��������ʱ������ȫ�������������ء�
������������ڲ࣬����ӵ�����������ϵ�ƽ���ػ�ת���㹻�ռ䣬�Ҹ�ƽ���ؿ�ʵ��������ѹ����������ƽ�⡣��Ϊ�������ڲ�ռ䲻�㣬����W��ѹ�������ڵĹ����������ͺŽǶ�ʽѹ�����������������������ϵ�ƽ���ع�С�������̶Ȳ��ȵij����е�ļ�¼������1967�꣬�����ھ��ܽ�����Ŀ�òμӼ��в��Ե�С��15kW���Ϳ���ѹ�����飨�͵綯��һ�������������ӵ���ʽ�������ϣ����ڳ���ˮ��ƽ����תȦ�ܣ�����������ر���Ϊ“��”����Ȼ�����Ǻܼ��˵�ʵ����
������������ͳأ�Ӧ���㹻���ˮ�ݻ����Ա�֤����������ѭ�����ͱù������������ͳ��ڵ�����������ƽ�⡣
����Ϊ��������ʮ��ͷ������������ȱ�ݣ������������䱨�ϣ��Լ��������С�Ա�����ͻ�е�ӹ����¹��Ͱµ���������ѹ�������������������ֽ�Ϊ�����������ʮ��ͷ������λ��Ϊ������������������ͨ��������˨�Ѽ���������̳�һֻ���������ƣ����߲��ҹ�ͬ���������������Ƿ��֮��Ҳ��
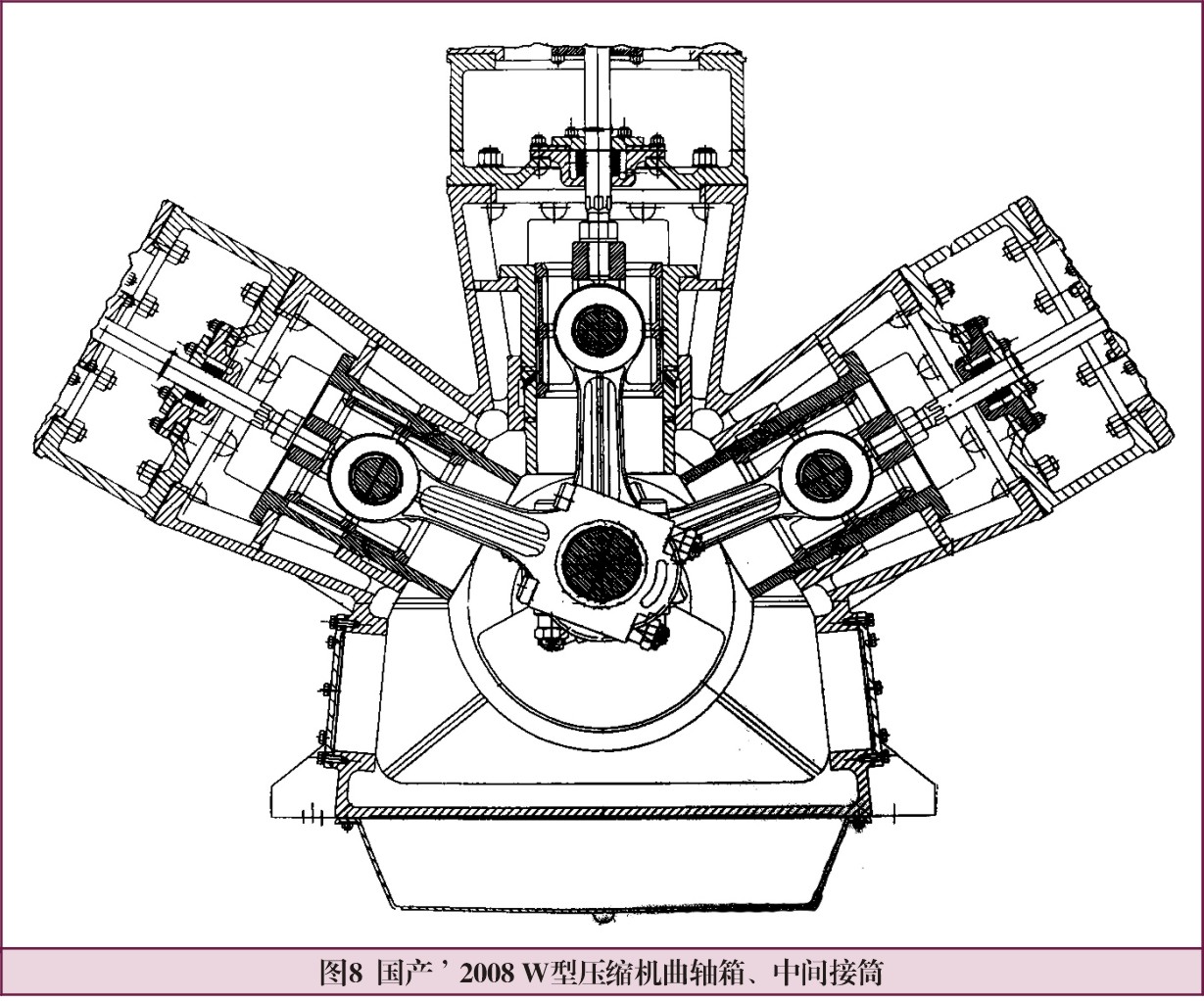
�����ֱ���2008�ꡢ2010�������Ĺ������ͺ�����W��ѹ��������ӵ�г�Ⱥ����������ԡ����Ҽ����ܲ��Ժ�ҵ����ʵ������֤ʵ�����ܺ���������Խ����졣�ö����͵������估�м��Ͳ����ʾ��ͼ8��ͼ9��
�����ö����������ʮ��ͷ�������֣����Զ�������——ʮ��ͷ����——��ʽ���֣����������������ϡ���ˣ���ʹ����������ϼѣ��ֿ�ʹ������Ʒ�ʼ���Ϊ�㣬����ʵ��ԲͲ�ε�ʮ��ͷ����֮�ڿ���е�ӹ���ĥ������ĥ�����������ĥ����ֻ��ѻ�����ת90°��װ�����ɰ��¼�ʹ�á�
�����ö����ֶ����ڹ����Ƕ���ѹ���������Ȳ��ô�������������ϵͳ�ġ�������д��Ի��ͱ�֮���ѹ����ֱ������ȴ�������Ƿ������ö�����������������ʮ��ͷ�������Ħ����Ļ�����Ӧ��λ��ͳͳ����ע�Ϳף���Ի��ͱ�֮���ѹ����ֱ������ȴ����ˢ��ֻ���������Ϳף���Ϊ���࣬�ؽ����·�����ʧѹ��
�����ö����ֶ�������һ����������������ת����������ƽ�⡣ͼ9�Ҳ������ͼ��ʾ������������������ᾱ֮����Բ̨�ι��ɣ��������ǿ���Ե�ͬʱ��ȷ��ƽ���ؿ���̨��λ�����㹻�Ļ�ת�뾶������ƽ���ز���֮�ݣ�
�����б�Ҫǿ����������ĵؽ���˨�ף����λ����������ʮ��ͷ����ֹ��Ǧ����֮����һ�����룬��ͼ9��ʾ���Բ�����ƽ�ȣ�
�����б�Ҫ�ٴ�ǿ���������䲻������ǿ�����⣬�����Ǹ������⡣�����б�֤��ǿ�ȸ������⡣ǿ���Գ���������֮����Ҳ��
�����Կ�ͼ8��ͼ9���˶�ǿ������������Ի�Ȼһ��Ϊ��ɫ�����˻�ȡǿ����֮������Ȼ���������в��졣ͼ8�����䰴������ƣ�������������ѹ���ij�ѹ�����䣬ͬʱ��Ϊ�����ͳ�֮ˮ�ݻ����������͵ǡ�ͼ9���������Գ�������ѹ��������й©Ϊ�ռ�Ŀ�ģ�ֻ�����ֽ���δ���ú�������ֱ�߶μ�Ļ�е�ܷ⣬�ݰ���ѹ������ʹ�ö��ѡ�
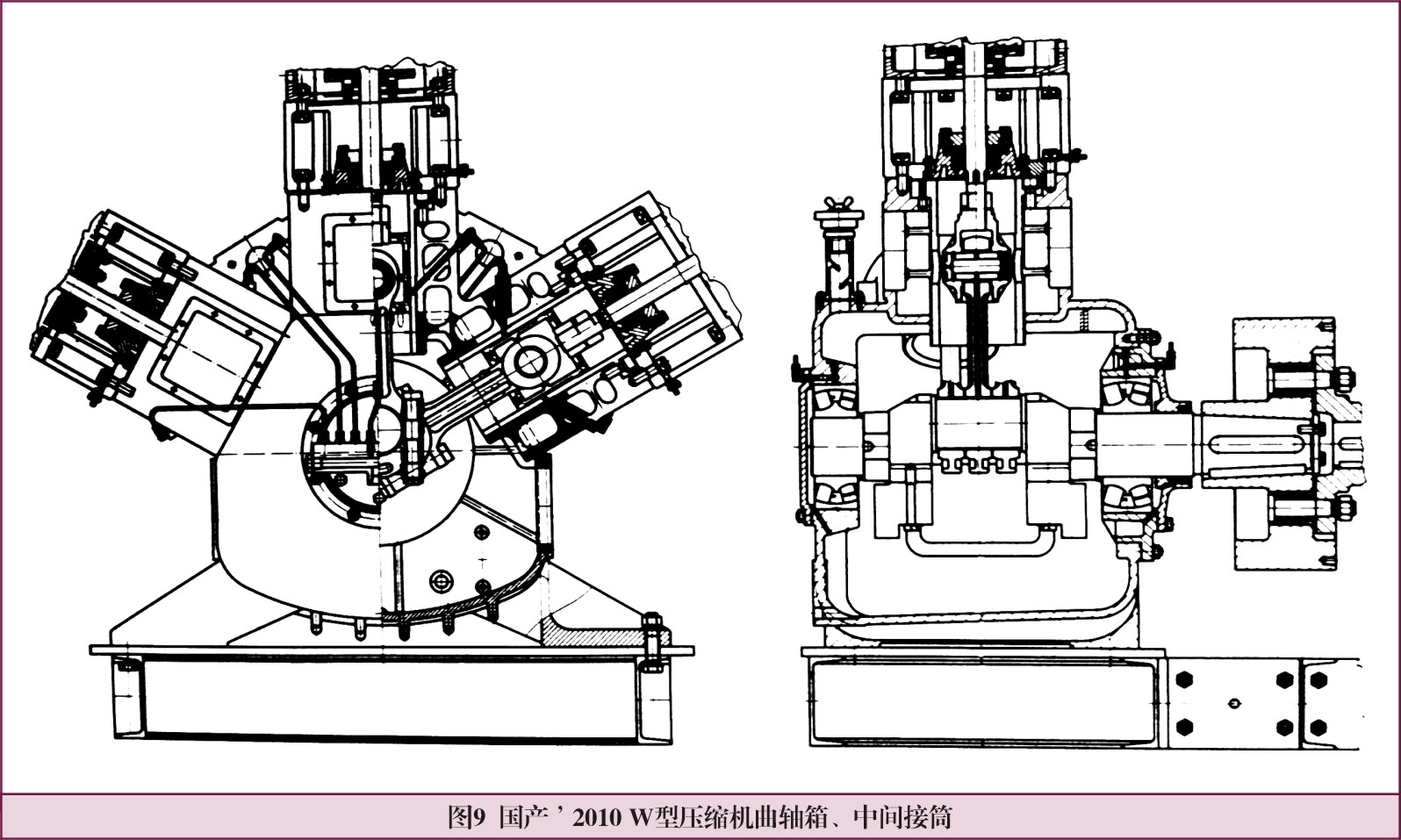
�����Զ�����ͼ9�����������ѹ������Ƶ���ɫ���ⲻ�������ڱں�ĺ���ϣ��ڼ�����״���棬�����桢Բ���桢��Բ���������Ӧ�ã��ҹ���Բ����Ϊ��һ���������ԣ����������ڱ���������״�߽������ڵײ�������������ͽ��������⣬��ʮ��ͷ������λ������60°�нǵ����ռ䣬��������������ǿ���߽������ⲻ�������������������ԣ����Խ����ϵĴ�Բ���ṩ�����������͵�װ�����ķ��������������ϵ�СԲ�����ṩ�˸����̽��������ȴ���ȸ����豸�Ŀ����ԣ��Ӷ�ʹ��������ȴ�������������������ȹ̵ص�װ��W��Ǧ��������࣬����֧���������ϡ�
����Ϊ��Ӧ�ߺ���������֮�裬ͼ8��ͼ9֮�������ڽ����贫���������͵���Ȱ���
����ͼ9��ʾ�����䣬��������Ⱥ���������õ���ȷʵʩ�����ѵ�֮�����س�Ϊȫ��ͬ���W��ѹ�����У����������֮�ھ���
|
�Ķ����ĵ��˻��Ķ��ˣ�
------�ָ���----------------------------
- ��һƪ��ʲô������λ��
- ��һƪ��ѹ�����������ѧ��